
Порядок снятия ГБЦ и направляющих втулок
Проверка и корректировка тепловых зазоров в приводе клапанов Renault Logan
Прежде чем начать ремонт, необходимо иметь полный набор для восстановления работоспособности ГБЦ. Эта составляющая двигателя не ломается мгновенно, ее износ происходит постепенно. На срок эксплуатации влияют:
- своевременная замена масла;
- соблюдение теплового режима работы силового агрегата;
- качество применяемого топлива.
Сняв ГБЦ, можно начинать ремонт поврежденного узла. Эта операция считается самой трудоемкой и продолжительной. Прежде всего, необходимо отключить АКБ, затем очищаются каналы головки путем слива охлаждающей жидкости через сливную пробку в специально подготовленную емкость. Дальше происходит демонтаж приемной трубы. Аккуратно производим снятие термостата и приводного ремня ГРМ. Фиксируем распредвалы, чтобы удобно было ссаживать шкивы. Следующим этапом будет снятие датчика охлаждения двигателя.
В указанный ремонт входит также и снятие клапанной крышки, предварительно выкрутив все болты крепления. Помещенную на столе ГБЦ необходимо тщательно очистить от остатков старой прокладки, подтеков масла, пыли и при помощи керосина помыть. Дальше идет ее разбор, прежде всего подлежат снятию коромысла. После этого посредством приспособления клапана рассухариваются. Используя широкую плоскую отвертку или специнструмент, снимаем маслосъемные колпачки. После этого демонтируются тарелки, шайбы, пружины (внутренняя, внешняя).
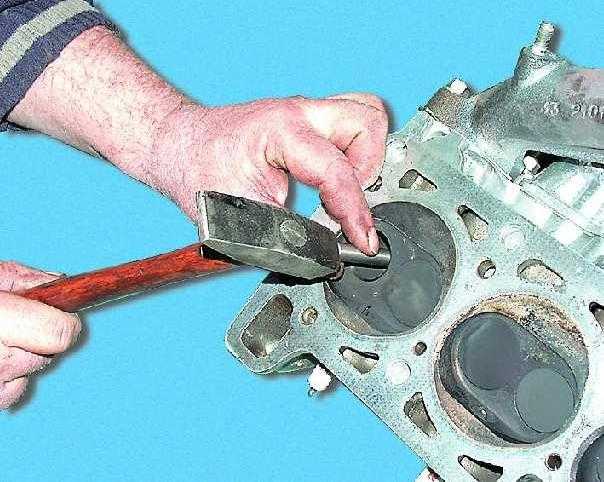
Бывают моменты, когда клапан плохо выходит из посадочного места. В таких случаях по нему следует нанести несколько ударов молотком. При помощи насадки извлекается пришедшая в негодность втулка из головки
Такой ремонт должен проводиться очень осторожно, невнимательность может привести к повреждению посадочного места или поверхности ГБЦ. Все детали блока необходимо проверить на наличие любых повреждений и неисправностей
Зачем нужны направляющие втулки?
В начале и середине прошлого века ГБЦ автомобилей изготавливались из чугуна, а клапаны просто вставлялись в точно просверленные отверстия. Но впоследствии производители отказались от чугунных головок из-за большого веса и недостаточного отведения излишков теплоты, а им на смену пришли лёгкие ГБЦ из алюминиевых сплавов. Эти металлы обладают прекрасной теплопроводностью, но слабо противостоят износу от трения.
Чтобы решить проблему, была придумана направляющая втулка — посредник между мягким сплавом головки цилиндров и стальным стержнем клапана, постоянно движущимся вверх-вниз в процессе работы. Изготовленная из чугуна или специальной бронзы, она надёжно запрессовывается в тело ГБЦ, а внутрь с минимальным зазором вставляется клапан.
На схеме двигателя показано расположение направляющих втулок
Сама втулка представляет собой полый цилиндр, сделанный точно по размерам под определённую модель автомобиля. Наружная поверхность отшлифована и на ощупь гладкая, а на внутренней выполнена спиралевидная канавка в виде резьбы. По ней движется моторное масло, смазывающее ось клапана и снижающее силу трения. В верхней части направляющей детали сделана неглубокая выборка, куда вставляется стопорное кольцо.
Слева втулка для выпускного клапана, справа — для впускного
Важный момент. Направляющие элементы для впускной и выпускной группы клапанов отличаются по конструкции, хотя внешне могут выглядеть одинаково (например, детали для российских автомобилей ВАЗ 2108—09). Разница такая: во втулке для выхлопного тракта масляная канавка выполнена по всей длине отверстия, а для впускного — только наполовину. А вот изделия для «классики» ВАЗ 2106 различаются и по размерам, при одинаковом диаметре выпускные элементы длиннее впускных.
Бронзовые втулки для ВАЗ 2109 с виду все одинаковые
Втулки выполняют следующие функции:
- как явствует из названия, они направляют движение клапана, чтобы его тарелка чётко совмещалась с седлом и плотно прилегала к нему;
- принимают на себя нагрузку от силы трения, возникающую во время поступательно-возвратного движения стержня клапана;
- клапанная чашка сильно нагревается в камере сгорания, а втулка передаёт это тепло алюминиевому сплаву головки цилиндров;
- благодаря специальной канавке деталь обеспечивает смазку трущихся поверхностей.
Чугунные детали ВАЗ 2106 — впускные втулки короче выхлопных
Когда элемент запрессован в отверстие ГБЦ, то его верхняя часть меньшего диаметра на несколько миллиметров выступает над поверхностью. Это необходимо, чтобы установить на неё маслосъемный колпачок (он же — сальник клапана), не позволяющий смазке из верхней части двигателя попадать в камеру сгорания через внутреннее отверстие втулки.
Так выглядит выступающая часть, куда надевается маслосъёмный колпачок
С этим читают
Конструкция направляющей втулки
Трактор МТЗ 82 Регулировка клапанов с протяжкой головки цилиндров Не было бы такой истории с заменой втулок клапанов и седел, если бы все головки блока были отлиты из чугуна. В таком случае монолитная чугунная головка, как на некоторых моделях Форд, Опель, старых УАЗ и некоторых грузовых автомобилях, обеспечивает необходимую соосность сопряжения клапанная тарелка/седло и проблемы снимаются. Но большинство современных автомобилей имеют головки блока из сплавов, а в отлитые головки запрессовываются седла и направляющие втулки.
Направляющие ВАЗ 2109 изготовлены из износостойкого материала, как седла клапанов, запрессованы в головку на горячую, поэтому процедура их замены не так проста, как хотелось бы. А менять иногда нужно, потому что втулка хоть и прочная, но изнашивается, а при этом теряется соосность клапана и седла и, как следствие, герметичность. Чем больше клапанов в головке, тем проблема актуальнее. В головках на 16 клапанов ВАЗ 2110 и на Приоре ситуация ничуть не лучше и работы по замене втулок ровно в два раза больше.
Когда нужно менять направляющие?
Выходящий из выхлопной сизый дым — признак сгорания масла
Признаки потребления масла из-за проблем с направляющими такие:
- сизый дым из выхлопной трубы от вылетающих продуктов горения смазки, постоянно попадающей в цилиндры;
- машина практически не теряет в динамике, но дымит изрядно;
- светлый «пушистый» нагар на электродах свечей зажигания;
- на юбках и резьбовой части свечей наблюдается масло в жидком виде.
Это и есть масляный нагар на свече зажигания
Поскольку масло может проникать в камеры также по вине цилиндро — поршневой группы, необходимо провести диагностику, чтобы точно определить неисправность. В качестве примера предлагается взять популярный автомобиль ВАЗ 2106:
- Померьте компрессию в цилиндрах. Цель — убедиться в нормальном техническом состоянии поршневых колец.
- Снимите клапанную крышку, ослабьте цепь и открутите шестерню распредвала, предварительно совместив метки.
- Демонтируйте распределительный вал вместе с постелью и снимите коромысла. Разблокируйте пружины клапанов того цилиндра, чья свеча сильнее покрыта нагаром.
- Аккуратно снимите сальник и рукой попробуйте покачать шток в стороны, одновременно двигая его вверх-вниз.
Чтобы ощутить люфт, клапан надо вытащить за шток и покачать в стороны
При наличии люфта можете смело продолжать разборку, поскольку для замены втулок необходимо снять головку цилиндров. Если вас не оставили сомнения, проверьте остальные клапаны, картина должна быть примерно одинаковой.
Итак, непосредственно приступаем к самой работе! Чтобы все прошло удачно и без каких-либо оплошностей, вам необходимо соблюдать следующую инструкцию. Сначала вставляем поочередно оправку в отверстия старых втулок и очень аккуратно, не применяя особых усилий, наносим удары молотком по самому концу оправки.
Для установки новых втулок их необходимо выдержать в морозилке примерно двое суток, так они будут более сжатыми и потом плавно разместятся в посадочном месте. Дальше нам необходимо нагреть головки блока цилиндров на электроплитке примерно до температуры, равной 100 градусам, тем самым мы расширим посадочные места. Остался последний этап: надеваем на втулки стопорные кольца, вставляем их в отверстия и также аккуратно, как мы их доставали, начинаем вбивать.
Причины и следствия износа втулки клапанов
На фото — клапанные втулки, если они изношены, то усиленно расходуется моторное масло
Износ внутренней поверхности клапанной втулки приводит к повышенному расходу масла, поскольку вследствие люфта быстрее изнашивается маслосъемный колпачок, масло попадает в камеру сгорания. Это вызывает повышенное нагарообразование, нарушение температурного режима работы, повышение токсичности отработанных газов, а если бы в девятке стоял катализатор, то и к выходу его из строя. Это касается в большей мере более новых двигателей на 16 клапанов ВАЗ 2110, Приора, Гранта.
В идеальных условиях, при своевременной замене хорошего масла на хорошее и при эксплуатации двигателя без перегрева, втулку стоит менять не ранее, чем через 180-200 тысяч пробега. Но если масло не соответствует нормативной вязкости, клапанные зазоры не контролируются, тогда может возникнуть боковой износ втулки из-за повышенной радиальной нагрузки на клапан и ухудшение его подвижности по оси штока. Поэтому настоятельно рекомендуется после каждой замены маслосъемных колпачков проверять зазор в клапанных направляющих втулках. Если он увеличеный или наблюдается сильный люфт — втулки необходимо поменять.
Как заменить направляющие втулки клапанов
Отечественные автомобили можно ремонтировать самостоятельно в любом удобном гараже. Конструкция их предусматривает максимальный уровень ремонтопригодности всех узлов и механизмов. Не исключением в этом случае будет ремонт головки блока, одной из операций этого процесса является замена направляющих втулок клапанов.
Конструкция механизма
В процессе работы клапанного механизма движение клапанов происходит в ограниченном пространстве. Направление для перемещения задается с помощью соосности отверстия, в котором «ходит» ось штока и впускного/выпускного отверстия. Материал для штока подобран максимально износостойкий.
Сталь легирована большим количеством хрома и никеля. Направляющие втулки клапанов, сопрягающиеся со штоком, выполнены из менее прочного материала, чаще из медесодержащих сплавов. Это связано с тем, что ремонтный комплект таких втулок будет стоить дешевле при обслуживании, чем полная замена клапанов с износившимся штоком. Также пара сталь-латунь гораздо лучше работает при фрикционном сопряжении.
Замена втулок
Зазора между отверстием и клапаном практически нет. Это и наличие сальников на штоке помогает предотвратить попадание масла в камеру сгорания. Но за счет того, что работа клапанов проходит в агрессивных условиях и при интенсивном перемещении, износ у втулок появляется, их приходится периодически менять. Если бы они не стояли в конструкции, то пришлось менять всю головку блоки после выработки в отверстиях, по которым ходит шток.
Необходимость замены втулок
Износ можно определить по нескольким косвенным признакам, также есть случаи, когда требуется менять втулки в обязательном порядке:
- в камеру сгорания проникает моторное масло, за счет этого возрастает его расход и образуется сероватый дым из выхлопной трубы;
- слышно характерное постукивание со стороны головки блока;
- при полной замене комплекта клапанов;
- капремонт головки блока.
Инструмент для выпрессовки
Выпрессовка втулок
Наиболее популярным методом выпресовки является ударный. Предварительно снятую головку блока очищаем от загрязнений. Потом фиксируем ее на верстаке. Для операции понадобится специальный съемник, латунная или бронзовая цилиндрическая оправка длиной 80-100 мм. С одного конца на ней должна быть проточка на длину 30-40 мм диаметром на 1-2 мм меньше, чем диаметр внутреннего отверстия втулки. Оправка должен иметь максимальный диаметр, не больше наружного размера втулки.
Перед выбиванием втулок, необходимо нагреть головку примерно до 100-120С. Делается это для ослабления натяга между втулками и корпусом. В гаражных условиях подойдет электроплита. Ни в коем случае не пользоваться для этой операции горелкой, чтобы не перегреть металл и не испортить «геометрию» поверхности корпусной детали. Выбивать надо со стороны камеры сгорания.
После высвобождения посадочного отверстия, надо замерять его диаметр. Это необходимо для того, чтобы правильно подобрать натяг, разницу между размером новой втулки и посадочным диаметром. Ремонтная втулка должна быть больше на 0,03-0,05 мм. Это обеспечит плотную посадку. Замеры надо проводить на остывшей головке.
Запрессовка ремонтного комплекта
Чтобы не повредить поверхность отверстий и не создать задиры, перед тем, как заменить направляющие втулки клапанов, нужно опять немного разогреть головку блока. Ремонтный комплект для лучшей посадки нужно остудить. Для этого подойдет бытовой морозильник. Без таких манипуляций качественной запрессовки можно не получить, а впоследствии все они быстро «разболтаются» на своих местах. И необходимо будет разбирать узел заново.
Сборка механизма
Когда все установится на свои места и головка блока остынет до окружающей температуры, необходимо будет обработать отверстия разверткой. Такая калибровка приведет диаметр в нужный размер по всей длине. Желательно использовать настраиваемый инструмент, так как у ненастаиваемого происходит износ, и размер отверстия станет после большого числа обработок немного меньше требуемого. За счет этого клапаны будут проходить с натягом, преодолевая трение, а могут просто заклинить.
Нормальным считается зазор между штоком клапана и отверстием 0,03-0,04 мм.
После запрессовки втулок можно проводить подгонку седел клапанов. Для этой операции используются шарошки или зенкеры.
ktonaavto.ru
Технология замены направляющих ВАЗ 2109
Можно считать, что моральная и теоретическая подготовка прошла успешно, поэтому при помощи оправки или съемника удаляются старые втулки. Жалеть их не стоит, но и разбрасывать по всему гаражу тоже не нужно. Каждую втулку помечают и кладут к комплекту сухарей, тарельчатых шайб и пружин соответствующего клапана. Далее операция по запрессовке проходит поэтапно:
- Головка блока разогревается до 100-170 градусов, но ни в коем случае нельзя применять горелки и прочие способы местного прогрева. Можно разогреть в электропечи, но идеальным вариантом будет масляная ванна. Прогрев головки должен быть максимально равномерным, чтобы ее не покоробило. Именно масляная ванна позволяет провести прогрев равномерно и нежно. Можно на свой страх и риск использовать электроплитку.
- Если есть возможность, новые втулки охлаждаются либо жидким азотом, либо специальным спреем Freeze 75.
- Горячая головка устанавливается на ровную устойчивую поверхность.
- Новые втулки забиваются при помощи оправки за 2-3 удара молотком. Запрессовка должна проходить молниеносно, чтобы втулка не успела разогреться от головки. Направление удара — строго по оси втулки. (На всякий случай лучше купить пару запасных втулок).
- После запрессовки головка должна полностью остыть. Только после этого можно разверткой доводить отверстия до нормативного диаметра 8,03 мм.
Удаление старых втулок осуществляется посредством оправки или съемника
Втулки запрессованы и развернуты, головка остыла, можно приступать к зенковке седел клапанов. Для этого применяется специальный набор зенкеров. После зенковки клапана притираются абразивной пастой или смесью чистого моторного масла с мелким абразивом, проверяется герметичность посадки клапана и головку блока можно собирать.
Процесс замены
Как уже говорилось выше, для снятия и установки направляющих необходима специальная наставка. Рассмотрим, что она из себя представляет и как ей пользоваться.
1. Описание наставки
Оправка для снятия и установки направляющей состоит из двух частей.
Первая часть представляет собой шток определенной длины, обработанный на токарном станке и имеющий в определенных местах разный диаметр. Самый большой диаметр штока занимает основную его длину и составляет 18 мм. За эту часть шток удерживается рукой, и она ограничивает проскакивание штока на другую сторону при снятии втулки, что предохранит поверхность головки блока от удара молотком. Диаметр второй части штока равен диаметру втулки. Длина этой части равняется глубине отверстия, в котором размещена втулка. Третья часть штока самая короткая — ее диаметр соответствует внутреннему диаметру штока клапана (диаметру внутренней поверхности направляющей). Ее предназначение заключается в том, чтобы при выбивании втулки направление штока строго соответствовало направлению втулки и не создавался перекос штока при ударе по нему молотком.
Вторая часть штока похожа на торцевую головку. Отличает ее от торцевой головки отсутствие внутри граней (цилиндрическое отверстие с диаметром и длиной, равной диаметру и длине верхней части направляющей). В верхней части головки имеется отверстие с диаметром, равным внутреннему диаметру втулки и внешнему размеру штока с рабочей стороны.
Как видно из описания оправки, найти ей замену из подручных средств не так сложно. Для этого как минимум понадобится цилиндрический стержень удобной длины, диаметр которого с одной стороны равняется внешнему диаметру втулки. В качестве наставки можно использовать старый шток маслонасоса от ВАЗ, предварительно сточив шестерню.
Для установки направляющей на место используйте торцевую головку подходящего диаметра либо подходящую полую трубку.
Далее в тексте будут использоваться термины «оправка», «шток», «головка», подразумевающие под собой как специальную оправку, так и подходящие подручные средства.
2. Процесс снятия изношенной направляющей и установка новой
Для снятия втулки переворачиваем ГБЦ рабочей частью вверх. Далее берем шток, вставляем в отверстие клапана и молотком аккуратно выпрессовываем.
В данном процессе важна точность удара. Если вы попадете молотком по поверхности головки блока, то это приведет к нарушению плоскости ГБЦ. Чтобы выбить втулку, удар должен быть сильным, а для этого лучше использовать тяжелый молоток.
Чтобы установить новую втулку, разместите ГБЦ на поверхности в положении, в котором она размещается на двигателе. Затем возьмите новую втулку, смажьте внешнюю поверхность маслом и установите ее в нужное отверстие.
Далее наденьте на нее головку и вставьте шток
Аккуратно ударяя молотком по верху штока, запрессуйте направляющую втулкуна место.
При установке обратите внимание, чтобы выбранные подручные средства не касались верха седла сальника (отмечен стрелочкой 1), так как при ударе седло деформируется или от него отколется кусок. Головка должна упираться в основание седла сальника (отмечено стрелочкой 2)
Со снятием и установкой направляющей втулки проблем не возникает. Это простая процедура, которая требует определенных знаний, аккуратности и точности при работе.
Ещё кое-что полезное для Вас:
- Разбор и промывка гидрокомпенсаторов своими руками — инструкция + видео
- Как установить головку блока цилиндров на двигателе
- Затяжка головки блока цилиндров — как правильно выполнить?
Фото советы как заменить направляющие втулок клапанов
-
Как правильно притереть клапана в домашних условиях: советы по приработке клапанов двигателя (120 фото + видео)
-
Порядок регулировки клапанов своими руками — советы и рекомендации по регулировке зазоров клапанов (90 фото)
-
Регулировка клапанов ваз своими руками — пошаговый мастер-класс как быстро и просто отрегулировать клапана классике (145 фото и видео)
-
Замена помпы своими руками: признаки поломки, советы по замене и особенности установки нового агрегата (115 фото)
-
Замена сальников коленвала своими руками: пошаговая инструкция как заменить передний и задний сальник (90 фото + видео)
-
Ремонт карбюратора — основные неполадки и варианты устранения проблем. 125 фото пошаговых инструкций как своими руками отремонтировать карбюратор
Способы выпрессовки и запрессовки втулок клапанов ГБЦ
Способ 1. Самый распространенный, простой и неправильный метод — выбивание втулок с помощью молотка, зубила. Извлечение подобным способом втулок приводит к порче посадочного места в ГБЦ. Такой подход к ремонту чаще наблюдается у мастеров — самоучек.
Способ 2. Использование специализированной латунной оправки вместо зубила почти полностью исключает риск повреждений газораспределительного механизма, но не даёт полной гарантии качества. Оправка должна быть расположена со стороны седла на направляющую втулку, которую в дальнейшем выбивают молотком.
Способ 3. Применение специального съемника — это процесс, наиболее оптимальный при изъятии втулок. Правильный демонтаж и монтаж втулок. Основной проблемой при демонтажных работах втулок является снятие слоя металлической поверхности посадочного места. Для наилучшей выпрессовки необходимо нагреть головку блока до девяноста градусов. Перед монтажными работами новых направляющих будет правильнее выдержать их в масле в течение 5-8 минут для пропитки. Головка блока нагревается, а сами втулки охлаждаются с помощью жидкого азота или низких температур морозильной камеры.
Замена направляющих втулок клапанов
В изношенной направляющей клапан будет ходить криво, что приведёт к быстрому износу маслосъёмных колпачков, тогда масло будет легко попадать в двигатель, тем более сама втулка разбита, и через неё пройдёт больше масла. Простая замена колпачков не поможет, новые быстро износятся и всё повторится сначала.
Масло также может уходить и через зазор втулки с головкой, особенно если установить «фирменную» кривую втулку, вроде бы и мск в порядке, не пропускают, и клапан ходит без перекосов, а всё равно всё в масле. И эта поломка довольно сложно диагностируется, ведь туда не заглянешь, а масло всё равно будет со всех сторон.
А при обрыве ГРМ, как правило, гнутся клапана, и они могут повредить направляющие.
Как поменять направляющие клапанов
Чтобы поставить новую втулку, нужно сначала извлечь старую. Этим и займёмся. Для извлечения надо сначала рассухарить клапан и извлечь его, а с направляющей снять маслосъёмный колпачок. Тогда появится доступ к самой направляющей, что нам и нужно.
Извлечение направляющих


Выпрессовывается аналогичным способом, только вместо удара молотка будет приложена сила съёмника. Съёмник выглядит следующим образом: через направляющую втулку проходит шпилька примерно такого же диаметра, как и внутреннее отверстие, со стороны камеры сгорания стопорится гайкой, с обратной стороны делается упор, через который будет тянуться шпилька вместе со втулкой. Далее на шпильку накручивается гайка, расстояние уменьшается, и втулка выходит из посадочного отверстия. Если при большом усилии втулка не пошла, ей надо сорвать, постучав по съёмнику со стороны камеры сгорания. Дальше всё пойдёт как по маслу.
Запрессовка направляющих
Засовываются обратно направляющие точно так же, как и высовываются, только наоборот. Есть несколько вариантов сделать это: одни делают посадку более качественной, другие проще реализуются.
Легче всего запрессовывать направляющие, если нагреть головку или охладить втулку. Чем больше будет разность температур у деталей, тем меньший будет меньше натяг и меньше усилий усилий придётся приложить при запрессовке.
Чем меньше нужен натяг у пары втулка-головка и чем твёрже материалы деталей, тем меньше потребуется разность температур. Дело в том, что мягкие металлы при запрессовывании могут нагартовываться, тем самым уменьшая натяг. Мягкий металл просто сминается под более твёрдым. А если обе детали из мягкого металла (алюминиевая головка и бронзовая втулка), то в процессе запрессовывания при натяге свыше 0,05 мм детали схватятся с образованием задиров. Из-за этого будет меньший теплоотвод и клапан может заклинить, а втулка при меньшем натяге вылетит из посадочного отверстия. Но хватит теории, перейдём делу.


Финальная доработка
После того, ка втулки запрессованы, нам нужно проверить их внутренний диаметр, он может немного уменьшится вследствие возникающих напряжений. Стоить учесть, что зазор втулка-клапан должен составлять 0,03-0,04 мм для впускных и 0,04-0,05 мм для выпускных клапанов. Если если диаметр получается меньше, его нужно развернуть развёрткой соответствующего диаметра.



